
Bordstabletter av sjögräs på tork i solen i Bangladesh
Vår tillverkning i Bangladesh – ett noggrannt val
I Bangladesh tillverkas våra bordstabletter och korgar av sjögräs och jute. Produkterna tillverkas för hand med hjälp av symaskin eller bara nål och sax. De kvinnor och män som arbetar i fabriken är enormt skickliga med symaskinen och en bordstablett eller korg växer fram på bara några minuter. Noggrann kvalitetskontroll av varje produkt utförs oftast av kvinnor med lång erfarenhet av hantverket.


Grov sjögrästablett flätas för hand med hjälp av n¨ål och sax.

Kvalitetskontroll av bordstabletter
Vår tillverkning i Indien – ett unikt hantverk
I Indien tillverkas I stort sett alla våra mattor, såväl jute- och gummimattor som sisalmattor. Alla våra unika jutemattor är handvävda av maskin- eller handspunnet jutegarn. Våra slitstarka sisalmattor är maskinvävda på stora automatiserade fabriksvävstolar men de kontrolleras och färdigställs för hand.

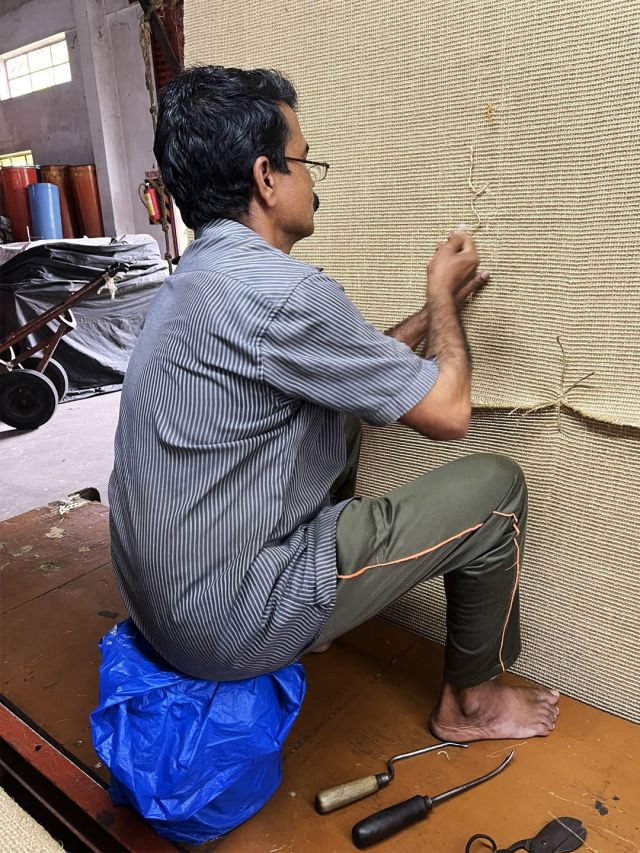
En jutematta växer fram på traditionell handvävstol

Skyttel fylls på med jutegarn
Genom åren har olika vävföreningar bildats i Kerala för att möjliggöra arbete för män och kvinnor på heltid eller deltid I närheten av sitt hem men med liknande rättigheter som fabriksarbete. Den äldsta föreningen består nu bara av äldre personer och många vävstolar har inte använts på länge och är tyvärr obrukbara. När dessa arbetare går i pension så riskerar vävföreningarna troligen successivt att dö ut. Det krävs exempelvis en speciell vävstol och fem personer med lång erfarenhet för att handväva en jutematta med 4 meters bredd. Det är bara här i Alappuzha den gamla handvävstraditionen fortfarande lever kvar och de är måna om att hålla den vid liv men inser att det kan bli svårt då den yngre generationen har andra önskemål i livet.
Det finns dock även modernare föreningar som tar in jobb för att avlasta olika företag under högsäsong eller större specialorder. Här blandas den nya automatiserade vävtekniken med den gamla hantverkstraditionen.

Vävförening.
En privatperson (förman) har ibland ett väveri hemma på gården med ett fåtal vävstolar och anställda. Förmannen får ett uppdrag och gör sedan alla beräkningar avseende materialåtgång, tidsåtgång och kvalitetskontroll osv. Han får sedan betalt per kvadratmeter, per styck eller per timma beroende på vilken produkt som uppdraget avser och dess omfattning.
Arbetarna har sedan timlön och vissa andra förmåner motsvarande ordinarie fabriksarbete.

Förman i ett hemmaväveri.

Änden på våra dörrmattor av jute fästs upp för hand.
Varje enskild handvävd jutematta genomgår en process där lösa jutefiber bränns bort och ytan får en betydligt högre lyster än vad den hade innan den brändes av. Skillnaden går faktiskt att se med blotta ögat.

Svedning av handvävda jutemattor.
Fabriken har en egen avdelning för kvalitetskontroll. Deras jobb är att lokalisera eventuella fel, identifiera felet och även komma med en lösning och kostnadsuppskattning för densamma. Avdelningen har fullt mandat att stoppa leveranser eller skeppa en ofullständig leverans om kvaliten inte lever upp till den förväntade.

Kvalitetskontroll.
Vi besökte fabriken I Kerala där bara viss tillverkning av sisalmattorna sker. Det mesta av beredning, vävning och konfektionering sker numera I en större fabrik I Tuticorin som ligger några timmar norr om Allepey. Materialet och kvaliten på mattorna är dock detsamma oavsett eftersom färdiga spolar med sisalmaterial transporteras till Allepey från Tuticorin för att vävas, latexbestrykas och konfektioneras vid behov.
Vi såg hela maskinvävningsprocessen som sker på stora fabriksmaskiner. Efter vävning kvalitetskontrolleras mattan liggandes på golvet och eventuella felaktigheter märks ut med avvikande tråd. Sedan rullas mattan långsamt upp lodrätt på en 30-meter lång rulle där ett antal personer åtgärdar eventuella vävfel under tiden. Rullen flyttas till en maskin som stryker på flytande latex. Sisalväven är alltid 4 meter bred och 30-meter lång initialt Efter latexbestrykning och torkning så klipps och kantsys de färdiga sisalmattorna. Det sker antingen med kantband eller så kallad “self edge” där kanten förseglas med ett extra latexband.

Maskinvävstol för sisalmattor

Lokaliserar vävfel på sisalmatta på löpmeter
Åtgärd av lokaliserade vävfel på sisalmatta.

Maskinell latexbestrykning av sisalmatta.

Sisalmatta på rulle innan kapning till färdigvara
Gummimattorna formpressas i maskin mellan två metallplattor för att få rätt motiv och form. När mattorna har design med stansade hål så klipps baksidan runt hålen för hand för att rensa bort eventuellt överflödigt material. Tillverkningen är fullt spårbar och gummimattorna Reach testas varje månad för bibehållen kvalitet.

Gummimattor formpressas i maskin.
Vår tillverkning i Vietnam – binder samman två världar
Många av våra vackraste och mest omtyckta korgar tillverkas för hand av vattenhyacint i Vietnam. Vattenhyacinten är vackert lila när den blommar. Samtidigt ställer den till stora besvär. Den sprider sig okontrollerat och täpper till vattendrag som är viktiga för färskvattenförsörjningen kring Mekongdeltat. Men stjälkarna kan användas. Dom skördas, torkas och handflätas av skickliga hantverkare och blir till uppskattade korgar och andra produkter.
Eftersom vattenhyacinten är ett levande material som påverkas av hur den växer, torkas och vävs blir korgen i ditt hem helt unik.

Vävning i hemmet
Korgar vävda för hand
En naturlig tillverkning på plats
Vi är verkligen stolta över våra korgar. Dels för den goda designen, men kanske mest för vårt långvariga och nära samarbete med våra tillverkare i Vietnam.
Vår största leverantör har en välskött och hållbar fabrik som ligger precis vid floden några mil utanför Saigon. Fabrikens läge är mycket fördelaktig eftersom vattenhyacinten snabbt och lätt kan transporteras dit efter skörd. Vid fullskalig tillverkning så körs materialet ut till olika familjer som väver, alternativt till en arbetsledare som även har möjlighet att lagra större mängder av materialet. Hen fördelar sedan ut arbetet till övriga familjer i byn. Familjen, främst kvinnorna, kan då anpassa sin arbetstid utifrån vardagens bestyr, som t.ex barnens skoltider och marknadsbesök.
Vissa bönder i området både odlar, skördar, lagrar och väver vattenhyacinten. Vår leverantör köper in allt material de behöver av bönderna. De betalar för materialet per kilo och vävningen betalas per produkt. Priset sätts utifrån hur mycket material det går åt. En tvistad produkt är alltså dyrare än en slätvävd produkt. Inte för att den är svårare att tillverka utan för att det går åt mer material när man tvistar stjälkarna.

Vävning i hemmet
En skickligt hantverk av hög kvalitet
En handvävd produkt av vattenhyacint är ett fascinerande konstverk som målas upp framför våra ögon. Hantverkarna är enormt skickliga och en vacker korg växer fram på bara ett par timmar. De färdigvävda korgarna hämtas upp och körs till fabriken för efterbehandling och kvalitetskontroll. Korgarna sköljs först rena med vatten och sprayas med miljöcertifierad stärkelse som håller ihop fibrerna. De torkas sedan i solen eller i stora torkskåp beroende på väderlek.
Slutligen förvaras korgarna i ett lagerutrymme med optimal luftfuktighet (30-60%) innan de packas och skeppas med båt till oss i Sverige.

Kvalitetskontroll

Kvalitetskontroll och märkning
Kvalitetskontroll
Alla korgar kontrolleras manuellt för att säkerställa kvaliten innan packning och leverans. Man klipper bort material som sticker ut och lagar och kompletterar med nytt material om det behövs. Korgen går sedan vidare till nästa station som är märkning och kontroll av varan mot ett referensprov. Det finns tydliga instruktioner vid varje moment i processen. Kvalitetskontrollerna numreras så de vet vem som har kontrollerat vad, vilket gör processen spårbar vid eventuella felaktigheter.


